福建力興機(jī)電設(shè)備器材有限公司
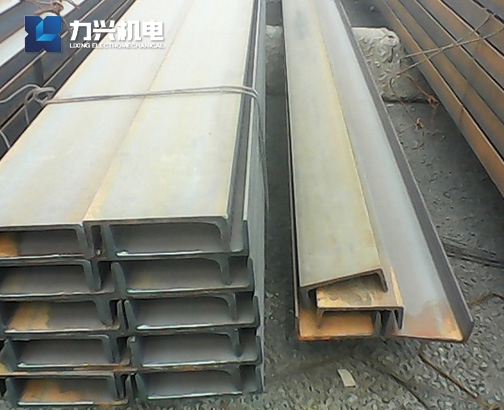
熱鍍鋅加工生產(chǎn)廠家
 定制熱線:
定制熱線:
135-9997-9935
+
 微信號(hào):聯(lián)系方式(頭部)(微信)
微信號(hào):聯(lián)系方式(頭部)(微信)

微信號(hào):聯(lián)系方式(頭部)(微信)
熱鍍鋅加工生產(chǎn)廠家
定制熱線:
微信號(hào):聯(lián)系方式(頭部)(微信)



| 公司地址 :福建省福州市長(zhǎng)樂區(qū)漳港街道山邊村西路666號(hào)(長(zhǎng)樂公交625路山邊招呼站) 公司郵箱 :135-9997-9935(李經(jīng)理) 公司電話 :0591-28629596(辦公室) Copyright © 福建力興機(jī)電設(shè)備器材公司 All rights reserved 備案號(hào): 閩ICP備18022962號(hào)-1 主營(yíng)區(qū)域: 福建 福州 泉州 三明 廈門 江西 北京 寧德 上海 杭州 技術(shù)支持: |




 閩公安備案號(hào):
閩公安備案號(hào):
 首頁(yè)
首頁(yè)
 微信
微信
 電話
電話
 短信
短信